Когда дело касается установки телекоммуникационных шкафов и обеспечения бесперебойной связи, нет ничего важнее качественной сварки оптоволокна. Этот несложный процесс является неотъемлемой частью успеха задуманных проектов в сфере телекоммуникаций.
Основная информация
В соответствии с требованиями проекта могут использоваться оптические кабели: одномодовые и многомодовые. Но независимо от типа, принцип сварки остается одинаковым — физическое соединение и расплавление материала в контактных точках, которое обеспечивает надежность и минимальные потери сигнала.
Прокладка оптоволоконных кабелей осуществляется в различных условиях: на опорах, в грунте, под водой или в специальных кабельных каналах. То есть качество сварки должно гарантировать надежность и сохранность связи даже в самых экстремальных условиях.
Процесс сварки
Технику сварки оптоволокна можно описать такими основными этапами:
- Разделка оптического кабеля — снятие внешней изоляции кабеля, затем снятие изоляции отдельных модулей, в каждом из которых, как правило, находится 8-16 волокон.
- Очистка гелем волокон от гидрофобного материала.
- Далее устанавливается КДЗС (комплект для защиты сварных соединений): 2 термоусадочные трубки и силовой стержень — эти специальные гильзы надеваются на волокна одного из кабелей.
- Отступив с концов волокон 2—3 см, снимается цветной лак и остальной защитный слой, затем волокна протираются спиртом.
- Зачищенное волокно скалывается специальным инструментом — прецизионным скалывателем так, чтобы плоскость скола волокна была перпендикулярна его оси, максимум с отклонением в полтора градуса.
- Волокна, предназначенные для сварки, зажимаются в канавках сварочного аппарата.
- Далее происходит их юстировка (совмещение).
- Разогретые электрической дугой торцы волокон совмещаются микродоводкой держателя одного из волокон.
- Следующим этапам необходима проверка прочности соединения на: механическую деформацию, степень затухания при стыке.
- Оператор помещает свариваемый участок в тепловую камеру, где происходит термоусадка КДЗС.
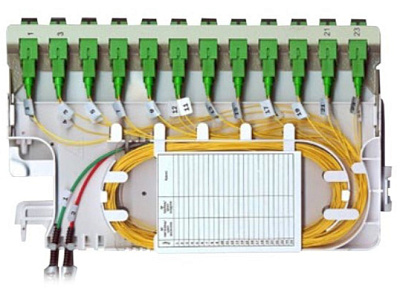
- Сваренные волокна укладываются в сплайс-кассету.
Самая сложная часть сварки оптоволокна — это точное выравнивание волокон. Четкое выравнивание сердцевин волокон является ключевым фактором в качестве передачи сигнала и обеспечении непрерывной связи.
Типы сварки оптоволокна
Различают несколько типов сварки оптоволокна в зависимости от используемого сварочного аппарата.Существуют два основных типа сварочных аппаратов:
- дуговой разряд;
- вольтовая дуга.
Оба принципа работы направлены на расплавление волокна и создание надежного соединения. Температура дуги может достигать потрясающих 4800°C, в то время как температура плавления оптического волокна составляет всего 1665°C, что дает возможность сделать сварку очень прочной.
Современные сварочные аппараты подразделяются на четыре группы:
- Аппараты с выравниванием по сердцевине.
- Аппараты с зафиксированными V-канавками.
- Аппараты с активными V-канавками.
- Аппараты для ленточного оптического волокна.
Особенности эксплуатации
Высокая чувствительность оптоволокна к механическим нагрузкам требует особого внимания при сварке. Даже небольшие напряжения могут вызвать повреждение волокна или даже поломку сварочного соединения.
Кроме аккуратности использования оптических кабелей, следует использовать высококачественное оборудование и сварочные материалы. Использование низкокачественных приборов или материалов может привести к неудовлетворительным результатам и прерыванию связи.
Вывод
Благодаря уникальной технологии и высокоточным аппаратам, сварка оптоволокна, кроме обеспечиваемой надежности соединения, стала доступной не только специалистам в этой области.